在儀表維修中,會涉及到儀表導壓管及電氣保護管的敷設工作,盡管工作量不會太多,仍會遇到鋼管的冷彎加工,鋼管的冷彎制就需要彎管器。對于工作量不大或一些小型企業,專門購置電動、機械的彎管器并不劃算,如果能自己動手制作一副彎管器是很方便且實用的。現介紹一種手工彎管器的制作方法,先按圖1加工好滑輪,然后按圖中的垂直線將滑輪鋸割為四塊,把鋸下的四塊鐵分別焊接在兩根鋼管上,如圖2所示,一個滑輪可以制作一副彎管器。焊接時拿一截對應直徑的鋼管比著焊兩鐵塊的間距,這樣焊好后空隙比較合適,如果空隙小了,無法從側面放到要彎制的管子上,操作起來不方便。圖中加工序號1制作的彎管器可用來彎1/2in的水煤氣管,鋸割的鐵塊焊接在1in的鋼管上,鋼管長度為1.2m左右。用加工序號2制作的彎管器可用來彎Ф14的導壓管,鋸割的鐵塊焊接在1/2in的鋼管上,鋼管長度為lm左右。
表1 手工彎管器滑輪加工圖
|
序號 |
手工彎管器尺寸 |
||||
|
D |
D1 |
R |
L |
L0 |
|
|
1 |
105mm |
30mm |
14mm |
30mm |
3mm |
|
2 |
80mm |
20mm |
10mm |
20mm |
3mm |

圖1 制作手工彎管器的滑輪
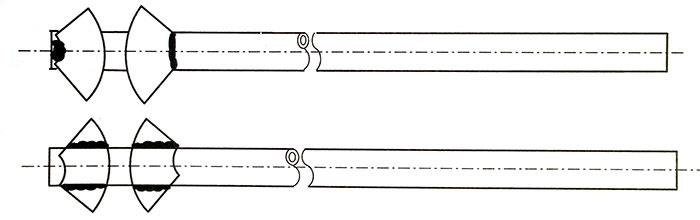
圖2 手工彎管器焊接示意圖
用手工彎管器冷彎導壓管的方法
用手工彎管器彎鋼管時,先在鋼管需要彎曲處劃上記號,然后把彎管器套在被彎制的鋼管上,彎管器要分別放在被彎制鋼管的兩側,如圖3所示。彎管時需要兩個人共同操作,其中一個人使用2號彎管器,作用是固定被彎管,另一個人使用1號彎管器,由其來進行彎管,兩人的用力方向正好相反,如圖3中的箭頭所示。彎制質量取決于操作1號彎管器的人,如要彎制圖3所示的直角彎時,2號彎管器固定在c處不動,1號彎管器從a處用力向箭頭方向彎動,并逐漸向b端移動,直至彎成直角彎,這樣還可保證L的尺寸。鋼管彎制時要一次彎成,管子彎曲后,應檢查有無裂紋和凹陷處。儀表管的彎曲半徑在《GB 50093-2013 自動化儀表工程施工及驗收規范》有規定,即“高壓鋼管的彎曲半徑宜大于管子外徑的5倍,其他金屬管的彎曲半徑宜大于管子外徑的3.5倍,塑料管的彎曲半徑宜大于管子外徑的4.5倍”。
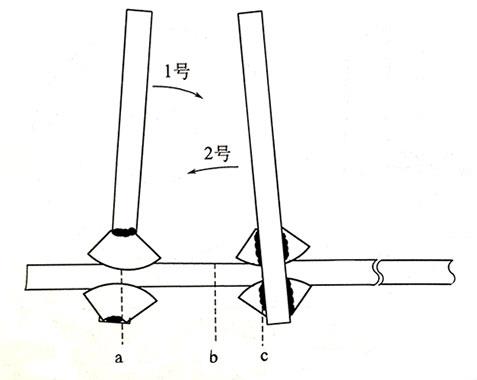
圖3 鋼管冷彎示意圖
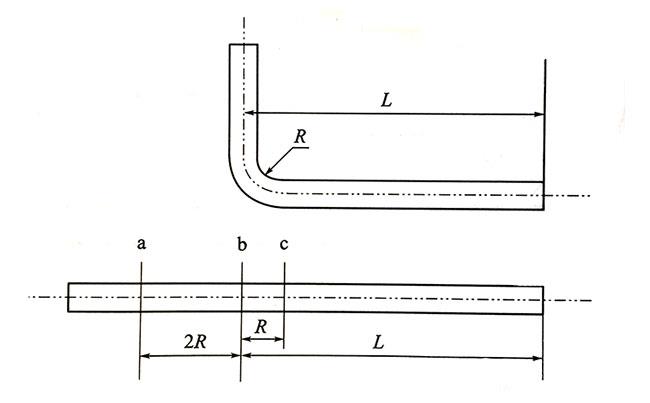
圖4 鋼管彎制尺寸圖