1、濰坊公司#1、#2機組爐膛壓力檢測設備運行現狀
華電濰坊發電有限公司#1、#2機組DCS系統現設計安裝昌暉儀表制造有限公司YR-ER101爐膛負壓變送器6個,開關量測點8個。其中上下層燃燒器之間的前后墻各安裝1臺量程為-3000Pa~+3000Pa的壓力變送器;其余測點均安裝在爐膛遮焰角下部的鍋爐穩燃區,左右墻各半,分別參與爐膛壓力調節、報警和爐膛保護;其中有三只量程為-3000Pa~+3000Pa的變送器3臺,量程為-300Pa~+300Pa的壓力變送器1臺;動作值+1568Pa的爐膛壓力高開關3只,動作值-1666Pa的爐膛壓力低開關3只,動作值分別為±600Pa的爐膛壓力報警開關2只。
2、濰坊公司#1、#2機組爐膛壓力檢測設備及控制邏輯存在問題
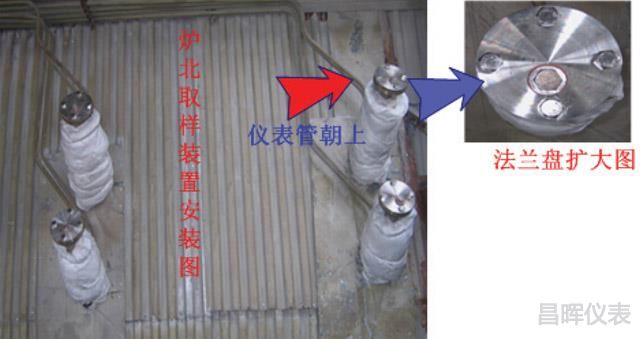
2.1 機組原始設計安裝的爐膛壓力取樣裝置內部腐蝕嚴重,頻繁堵塞,吹掃疏通不便,嚴重影響鍋爐的安全穩定運行。原取樣裝置如圖1

①爐膛壓力取樣管銹蝕堵塞。
爐膛壓力取樣管材質差(是碳鋼管),容易產生銹蝕,而且取樣管太細(為φ12),容易堵塞,因而我們將爐膛壓力取樣管更換為不銹鋼管,減少取樣管內銹蝕;同時將取樣管加粗,使用φ20的不銹鋼管,確保取樣管暢通。
②爐膛壓力取樣母管銹蝕堵塞 爐膛壓力取樣母管材質差(是碳鋼管),容易產生銹蝕,而且取樣管太細(為φ50),同時母管為水平安裝,容易積灰,產生堵塞,因而我們將爐膛壓力取樣管更換為不銹鋼管,減少取樣管內銹蝕;同時將取樣管加粗,使用φ80的不銹鋼管,確保取樣管暢通;并且重新設計爐膛壓力取樣母管的安裝方式,改為傾斜安裝,便于母管內積灰流入爐膛。
③爐膛壓力取樣管積灰嚴重 原爐膛壓力開關柜安裝布置在爐膛壓力取樣孔的下方,因而爐膛壓力取樣管走向存在下行段,而且取樣管太長,容易造成積灰堵塞。因而我們重新設計爐膛壓力開關柜安裝位置,將爐膛壓力開關柜安裝位置上移,布置在爐膛壓力取樣孔的上方,重新布置取樣管走向,盡量簡潔,縮短取樣管長度,防止取樣裝置出現積水的現象。
2.2 爐膛壓力取樣管吹掃不方便
爐膛壓力取樣管原設計的吹掃效率低下,1臺爐子共8根母管,對每根母管吹掃需拆卸4個螺母。現重新設計安裝新的取樣母管,可通過拆卸取樣母管法蘭盤中間的一個螺母進行清掃(如圖2),大大節省了勞動強度。PS:爐膛負壓變送器安裝可參閱《用微差壓變送器測量爐膛負壓,如何選用爐膛負壓變送器》技術文章。
2.3 取樣母管后端易產生泥漿堵塞
由于爐膛壓力取樣母管后端蓋法蘭密封不嚴,導致取樣母管后端蓋漏氣,內外溫差的作用下,取樣母管內后端易產生結露現象,與積灰混合產生泥漿,堵塞取樣母管。我們對取樣母管后端蓋法蘭增加橡膠密封墊,增強取樣母管密封性,并對取樣母管進行外部保溫,減小溫差。保證取樣管路暢通。
2.4 爐膛壓力取樣管吹掃制度不合理
因為對爐膛壓力取樣管積灰堵塞情況估計不足,原制定的吹掃制度為每季度清理一次爐膛壓力取樣管。現對該制度進行相應修改,規定每月清理一次爐膛壓力取樣管。 現已改造為φ70mm的取樣母管(預留人工手動吹掃設施)和φ20mm的采樣支管分送爐膛壓力變送器和爐膛壓力開關,并配備儀用氣源吹掃接口。
2.5 爐膛壓力取樣裝置設計無自動防堵功能,爐膛壓力開關運行狀態難以實時監測 爐膛左右墻設計安裝的能夠全程檢測爐內工況的爐膛負壓變送器(量程-3000Pa~+3000Pa)數目不均;低量程的爐膛壓力變送器和爐膛壓力開關由于量程太小,校核精度達不到標準,導致爐膛壓力高低報警準確性受限。
現已改造為在#1、#2鍋爐左右墻各安裝2臺爐膛負壓變送器(量程為-3000Pa~+3000Pa),#1、#2鍋爐左右墻分別安裝3臺爐膛壓力開關,爐膛壓力高開關3只,爐膛壓力低開關3只。
參與爐膛壓力高/爐膛壓力低保護的爐膛壓力開布置方式不變:爐膛左墻安裝2只爐膛壓力高開關,其中1只與爐膛壓力變送器共用取樣器;爐膛左墻還安裝1只與爐膛負壓變送器共用取樣器爐膛壓力低開關。爐膛右墻安裝2只爐膛壓力低開關,其中1只與爐膛壓力變送器共用取樣器;爐膛左墻還安裝1只與爐膛壓力變送器共用取樣器的爐膛壓力高開關。
3、爐膛壓力模擬量信號邏輯完善
3.1 原測點選擇方案存在問題
系統3個信號取中作為自動調節信號控制引風機擋板開度,任一單側測點信號品質異常或與中值偏差大于600Pa,自動選中值。當爐膛壓力3個信號在沒有品質異常的情況下同時大幅度瞬間波動,3個SFT功能塊同時切中值,如圖3,在50號塊強置1000后恢復,爐膛壓力中值就一直不變,形成死循環,對爐膛壓力的調節形成很惡劣的影響。
3.2 優化篩選方案
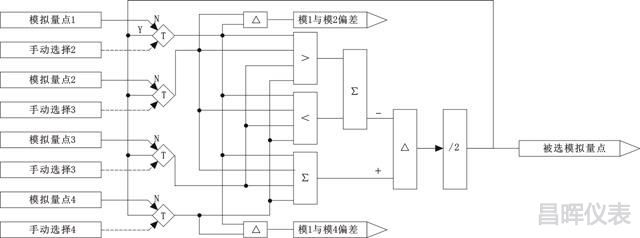
把整個系統左右兩側的4個測點放在一起統一運算,不再單側運算后取平均。同時對現場采集到的4個測量信號分別進行累加、選擇最大值、選擇最小值;累加值減掉最大值和最小值后再取平均。平均值參與自動調節,如圖4所示。
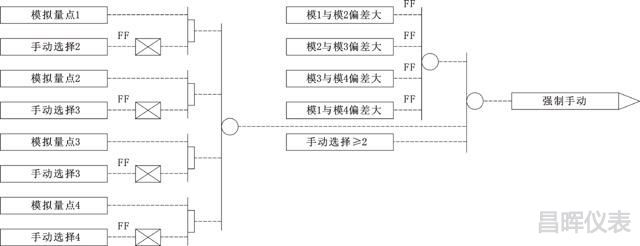
模擬量1與模擬量2、模擬量2與模擬量3、模擬量3與模擬量4、模擬量4與模擬量1值進行偏差比較,偏差超過限值切除該調節系統自動。
當一個模擬量測點壞時立即切除該調節系統自動,運行人員可通知熱工值班人員在邏輯內用模擬量信號人工選擇判斷功能,即可人工選擇選擇判斷值取代故障的現場信號測量值,才允許該調節系統該調節系統自動。控儀人員進行現場檢修。當出現兩個測點出現壞質量時,邏輯閉鎖該調節系統自動投入,如圖五所示。
4、爐膛壓力監測、報警及爐膛保護完善技術方案
4.1 取自鍋爐左右墻的各兩路爐膛壓力測點分送MCS系統四塊獨立的端子板,其數據采集頁面掃描周期由250ms修改為100ms;并通過上網點分別送FSSS系統。
4.2 增加爐膛壓力測點判斷輸出的開關信號上網點,并進行SOE追憶。
4.3 四個爐膛壓力測點分別經品質判斷后去掉一個最大值和最小值,余者取平均后輸出報警信號到光字牌,經濾波處理后進入引鳳自動調節系統。
4.4 取自就地的爐膛壓力高/低開關各三路經“三取二”邏輯判斷觸發爐膛壓力高/低保護的MFT邏輯不變。
4.5 增加爐膛壓力高/低模擬量保護MFT邏輯。取自爐膛左墻的2只爐膛壓力模擬量信號經品質判斷后輸出2路爐膛壓力低信號,取自爐膛右墻的1只爐膛壓力模擬量信號經品質判斷后低選輸出1路爐膛壓力低信號,“三取二”邏輯判斷同樣觸發爐膛壓力高MFT保護。取自爐膛右墻的2只爐膛壓力模擬量信號經品質判斷后輸出2路爐膛壓力高信號,取自爐膛左墻的1只爐膛壓力模擬量信號經品質判斷后高選輸出1路爐膛壓力高信號,“三取二”邏輯判斷同樣觸發爐膛壓力高MFT保護。
4.6 增加爐膛壓力檢測異常報警光字牌。任一爐膛壓力測點壞質量或者是其測量值與平均值偏差超過±350Pa觸發。
4.7 四路爐膛壓力測量值品質判斷后輸出爐膛壓力高/低報警信號,任一報警信號觸發光字牌報警。
5、改造后的效果和展望
我們廠熱控專業技術人員在這次改造的全過程參與熱控邏輯優化,以及機組投產后,對其改造效果進行了跟蹤,完全符合系統控制和保護的要求,控制邏輯優化的結果也為生產機組控制邏輯的完善提供了借鑒, 一些內容也已列入我廠熱工監督反措施中,對現場采集的下列參與機組連鎖保護和自動調節的模擬量信號進行邏輯篩選:爐膛氧量、爐膛壓力、汽包水位等利用大修機會進行四選二優化改造。