1、概述
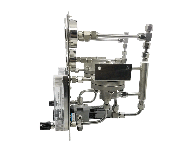
空氣壓縮機組是2# PTA裝置的核心機組,由沈鼓集團制造,為我國大型PTA裝置用空氣壓縮機組的首次國產化應用。機組采用集中潤滑油站供油,主要由汽輪機、空氣壓縮機和尾氣膨脹機三部分組成。汽輪機采用了杭州汽輪機股份有限公司設計制造的凝汽式蒸汽輪機實現裝置低品位副產蒸汽的能量回收,空氣壓縮機采用了大型齒輪整體組裝式離心結構,尾氣膨脹機采用了大型齒輪整體組裝式向心結構完成氧化尾氣能量回收。汽輪機、空氣壓縮機、尾氣膨脹機間以膜片聯軸器連接實現扭矩傳遞、機組功率平衡的功能,結構布置見圖1。

圖1 PTA空氣壓縮機組組成
尾氣膨脹機主要作用是回收工藝流程中產生的尾氣的能量,依靠尾氣對葉輪的沖擊做功,推動尾氣膨脹機運轉,平衡空壓機組整體軸功率分配,降低蒸汽透平蒸汽消耗,充分利用高溫尾氣膨脹做功回收能量以達到節能降耗的目的。其采用多軸齒輪組裝向心式結構,為2級2段膨脹,2級膨脹均采用半開式三元葉輪級,第一級與第二級采用不同轉速,分別與兩個小齒輪連接,確保較高的能量回收效率與可靠的性能。尾氣膨脹機性能參數見表1。
表1 尾氣膨脹機性能參數

膨脹機設計使用的大齒輪軸推力軸承為徑向推力軸承一體化結構,推力軸承為固定瓦推力軸承類型,為斜-平面扇形結構。正常運行情況下,特殊的斜-平面結構推力面與大齒輪軸推力盤間構成楔形以便產生楔形效應。在載荷穩定連續運轉的條件下,固定瓦推力軸承承載能力比同尺寸可傾瓦推力軸承高10%-17%,且結構簡單,安裝制造方便。
2#PTA裝置于2018年4月恢復運行,6月開始尾氣膨脹機大齒輪軸推力軸承出現軸承溫度高、持續周期性波動的問題,給機組的安全長周期穩定運行帶來了極大的隱患。
2、故障現象與原因分析
①故障現象
2018年6月開始,PTA二線膨脹機大齒輪軸推力軸承溫度開始出現緩慢上漲,由正常值82℃左右最高上升至116℃,在溫度峰值運行3-4天后,突然下降至90℃左右,再次呈現緩慢上漲、峰值穩定、突然下降的現象,如此持續往復,趨勢如圖2所示。

圖2 推力軸承溫度TI1146A變化趨勢
潤滑油供油溫度保持在40-44℃,進入膨脹機潤滑油總管路壓力為0.23MPa,膨脹機一級入口壓力波動范圍為0.97-1.05MPa,機組為恒工作轉速(4285rpm),由于機組在運行約2個月后才開始出現大齒輪軸推力瓦溫度異常波動的現象,初步分析主推力面有可能發生了積碳(結焦)現象。止推軸承瓦塊積碳(結焦),使止推間隙減小,同時影響散熱,導致軸承瓦塊溫度高。因為溫度升高速度緩慢,溫度降低迅速,符合結碳特點,即結碳緩慢,積碳脫落迅速。
根據生產物料平衡以及經營安排,該裝置于2018年11月停車檢修。在此期間對膨脹機大齒輪軸推力軸承進行了拆檢,發現主推力面存在較嚴重的積碳(結焦)現象,積碳面積約為推力面積的30%,且未發現有明顯的油楔,即原設計的斜-平面結構出現磨損,未能正常形成油楔。
②原因分析
通常情況下,可能導致軸瓦磨損的原因較多,比如轉子軸系裝配超差、推力盤變形或平面度異常、推力面光潔度超差、巴士合金質量不合格、轉子軸向載荷過大、電化學腐蝕、軸瓦供油量不足、潤滑油品質達不到要求、設計缺陷等。
1)從異常情況發生的時間維度分析
由于大齒輪軸推力軸承溫度異常現象是在機組經過檢修穩定運行2個月后才開始出現,通過故障樹分析法,可初步排除轉子軸系裝配超差、推力盤變形或平面度異常、推力面光潔度超差、巴氏合金質量不合格的問題。
2)從機組日常運行管理的角度分析
結合現場檢查以及潤滑油質量定期監測,該裝置空壓機組潤滑油于2018年3月更換,定期監測分析潤滑油質量較為穩定(見表2所示),均未超出《L-TSA汽輪機油換油指標》(NB/SH/T0636-2013)的技術要求。機組潤滑油供油溫度保持在40-44℃,相對穩定,膨脹機側潤滑油總管供油壓力穩定為0.13MPa,油溫、油壓均未出現大幅波動的情況。因此,基本上可以排除潤滑油品質達不到要求、機組軸瓦供油量不足的問題。
表2 機組潤滑油質量分析數據

3)從停機檢查的情況分析
推力軸承推力面的磨損、積碳情況并不符合電化學腐蝕的特征,未出現電蝕凹坑以及“麻點”現象,進一步檢查機組靜電接地碳刷、靜電接地線均接觸良好,電阻值為0.8-2.6Ω,均符合不超過4Ω的標準要求。因此,基本上可以排除電化學腐蝕的可能性。
4)從機組布置結構角度分析
由于大齒輪軸系是相對獨立的系統,尾氣經過一、二級做功膨脹后,將熱能轉化為大齒輪軸的動能,通過壓縮機-膨脹機之間的聯軸器以扭矩輸出的形式,將軸功率輸入到壓縮機。根據壓縮機的運行狀況,汽輪機、壓縮機、膨脹機始終處于軸功率動態平衡的狀態。
從壓縮機向膨脹機方向看,大齒輪軸為逆時針方向旋轉。根據理論力學原理,對大齒輪軸受力作定性分析,正常運行情況下,推力軸承主推力面承受的軸向推力最大,該區域形成的油膜載荷最大,產生的熱量最高,為此主推力瓦溫相對較高,與實際情況一致。
由于膨脹機一級入口壓力為0.97-1.05MPa,溫度為175℃,為兩級加熱設計,二級出口壓力為0.2-0.32kPa,溫度為35-42℃,工藝條件均在設計范圍內,且壓縮機運行也較為穩定,結合機組歷史運行情況,可初步排除轉子軸向載荷過大的問題。
5)大齒輪軸徑向推力軸承的結構分析
發現大齒輪軸推力軸承設計存在兩個問題:一是推力軸承推力面與大齒輪軸推力盤間形成的供油油膜為二次油,即由于沒有單獨的推力軸承供油油路,推力軸承的供油為徑向軸承使用后的潤滑油,在轉子轉動作用下進入推力軸承與推力盤間形成油膜;二是回油U形槽為封閉結構,做功后的熱油無法及時順暢的將熱量帶走。
如果能通過合適的方法,將推力軸承尤其是主推力面的供油方式改為一次油,降低潤滑油供油溫度,并且將做功后的熱油及時順暢排出,在機組其他參數保持穩定的情況下,有效降低主推軸承溫度。
3、解決措施
為降低主推力軸承工作溫度,經過與沈鼓進行充分討論評估,從降低主推力軸承供油溫度和增大熱油回油量兩個方面做改進,結合斜-平面扇形固定推力軸承的結構特點和實際情況,對主推力軸承U形槽作進一步優化(如圖3所示)。

圖3 推力軸承結構優化
受結構布局的限制(主要中分面有螺栓孔、銷孔等),為最大限度降低主推力軸承供油溫度,只能增大一次油進油量。因此需對主推力軸承上、下瓦對稱3個U形槽開6-Φ4的通孔,并且與主進油槽相通。同時,以主推力軸承面為靜止參考面,則推力盤的回轉方向為逆時針回轉,在楔形角的作用下,最終的熱油匯集至U形槽,在驅動勢能的作用下向外側溢出,這就需要適當降低外溢阻力,確保在油膜剛度穩定形成的前提下,熱油可以順暢外溢及時帶走產生的熱量。因此需要在主推力面12個U形槽頂部均增加卸油槽,通過計算需設定卸油槽角度為60°,深度為2mm的等邊V形槽。
V形槽增設位置位于斜-平面扇形固定軸承U形槽頂部,該部分主要為巴氏合金層,增設V形卸油槽主要目的是降低外溢阻力,增大熱油外泄量,促使高溫熱油及時排入齒輪箱體,因此根據《離心式空氣壓縮機維護檢修規程》(SHS01018-2004)的相關要求,在加工過程中V 形槽不得出現裂紋、剝落、劃痕以及毛刺,表面粗糙度為Ra0.8。
可增加單位供油面積: A=πr2=3.14×(4/2)2=12.56(mm2)
單位U形槽開卸油V形槽面積為:
因此,根據上述計算可得:
主推力軸承可增加總供油面積為: As=6A=6×12.56=75.36(mm2)
主推力軸承V形卸油槽總面積為: Ao=12A1=12×2.31=27.72(mm2)
由上式可得:As>Ao
即相較于原推力軸承的設計條件,在增加冷油單位供油面積的同時也增大了熱油的卸油面積,可降低卸油阻力,理論上可實現主推力軸承運行溫度降低的目的。
4、效果驗證
通過對膨脹機大齒輪軸推力軸承備件進行結構改進,并且利用2018年11月裝置停車檢修的契機進行了更換,檢查大齒輪軸徑向軸承配合間隙和推力間隙在設計范圍內,其他各部位復核均滿足安裝技術要求。
機組在2019年2月開車運行以來,膨脹機大齒輪軸推力軸承溫度一直保持穩定,溫度測點TI-1146A/B溫度值分別保持在62、68℃左右。改造前后,主推力軸承溫度TI-1146A/B 分別同比下降約38、48℃,符合理論預期。
5、結論
①推力軸承溫度長期高于95℃時,應引起重點關注,因為在這個溫度范圍內,極易在巴氏合金層面發生積碳、結焦現象,由此會導致軸承溫度進一步升高,甚至會出現巴氏合金軟化、遷移,嚴重時還會出現燒瓦的情況。
②在保證推力軸承總體結構設計不變的前提下,結合具體實際運行情況,通過適當改進潤滑油供油方式以降低熱油卸油阻力,可改善單位油膜的形成,有效提升大齒輪軸主推力軸承的運行可靠性。
③在化工生產過程中,設備管理尤其是大型機組設備涉及到的專業比較多,遇到技術問題往往需要從工藝、電氣、儀表、機械等不同的專業角度進行綜合性分析,以設備全壽命周期要素管理為切入點,提升問題分析的針對性和有效性,以提升設備運行本質安全可靠。
作者:沈意凌