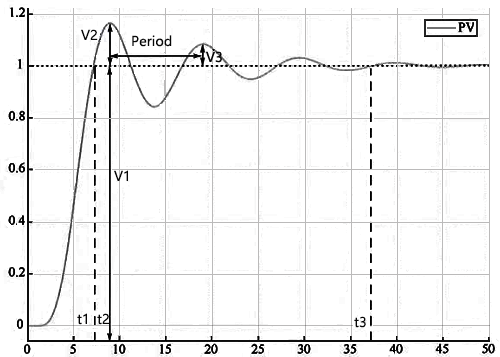
系統過渡過程的品質指標主要包括:
①超調量σ=V2/V1×100%
響應曲線超出穩態值的最大偏差V2與新穩態值V1之比。超調量σ用來表征過程變量偏離穩態值的程度,原則上越小越好。由于實際工藝過程一般不允許出現較明顯的超調,因此在控制回路優化時,應盡量保證過程變量的設定值階躍變化響應為適度超調或者過阻尼無超調。
②衰減比n=V3/V2
衰減比等于響應曲線超出穩態值的兩個相鄰的同向最大偏差V3、V2之比,為了保持有足夠的穩定程度,衰減比一般取1/10~1/4。 按現在最新的觀點,過渡過程整體速度要快,可以適當超調,但一般不允許出現振蕩,這時由于沒有第二個波峰也就沒有所謂的衰減比。
③余差e(∞)=|SP-V1|
設定值SP和過渡過程結束后新穩態值V1的偏差的絕對值稱為余差。設定值是生產的技術指標,所以過程變量越接近設定值越好,系統應做到沒有余差。自動控制系統在正確使用積分作用后,余差一般均為0。實際情況中,由于測量偏差及隨機擾動的存在,過程變量可能存在小幅隨機振蕩。這種隨機振蕩不屬于余差。
④上升時間t1:
響應曲線從設定值階躍變化開始到首次達到穩態值的時間。因為有些系統沒有超調,理論上到達穩態值時間需要無窮大,因此,也將上升時間定義為響應曲線從穩態值的10%上升到穩態值90%所需的時間。
⑤峰值時間t2:
系統單位階躍響應曲線超過其穩態值而達到第一個峰值所需要的時間。如果系統沒有超調,理論上的峰值時間也是無窮大,這種情 況下的峰值時間沒有意義。
⑥過渡時間t3
從設定值階躍變化開始到過程變量進入新穩態值的±5%范圍內且不再越出所經歷的最短時間。如果過渡時間太長,則整體控制速度過慢,無法及時消除擾動對過程變量的影響;如果過渡時間過短, 則可能由于控制作用過強而出現過程變量的振蕩,這通常不是工藝操作的實際需求。不同系統的實際閉環過渡時間除了受到PID控制器參數的影響,還和被控過程的特性有關。過渡時間是可以反映系統響應速度和阻尼程度的綜合指標。
⑦振蕩周期Period
響應曲線相鄰兩個波峰或波谷之間的時間。實際工作中應盡量避免系統出現振蕩,因為存在振蕩周期就意味著存在多個超調和振蕩過程,而振蕩是一般實際生產過程中不希望出現的。當系統出現振蕩過程時往往說明控制作用太強、穩定性和魯棒性均不足。