PLC應(yīng)用
| 當(dāng)前位置:昌暉儀表 >技術(shù)文章 > PLC應(yīng)用 |

S7-1200主要由CPU模塊(簡稱為CPU)、信號板、信號模塊、通信模塊和編程軟件組成,各種模塊安裝在標(biāo)準(zhǔn)導(dǎo)軌上。S7-1200的硬件組成具有高度的靈活性,用戶可以根據(jù)自身需求確定PLC的結(jié)構(gòu),系統(tǒng)擴(kuò)展十分方便。

可編程序控制柜指由PLC系統(tǒng)集成商成套、配線和調(diào)試好的控制柜,可編程序控制柜控制柜由PLC柜體、PLC可編程序控制器、中間繼電器、開關(guān)電源、PLC接線端子等設(shè)備組成,介紹可編程序控制柜基本知識

STEP7是用于對西門子PLC進(jìn)行組態(tài)和編程的專用集成軟件包,用于西門子S7-300/400 PLC編程,目前最常用的軟件版本為STEP7 Professional Edition。 昌暉儀表在本文介紹西門子STEP7編程軟件安裝及常見問題處理應(yīng)用教程

昌暉儀表在本文以圖文形式分享西門子PLC S7-1200系統(tǒng)時間設(shè)置及參數(shù)設(shè)定注意事項

王前厚分享西門子WINCC項目文件夾刪除的方法和步驟,原則上:一個上位機(jī)系統(tǒng)的硬盤上,只許有一個項目文件夾目錄。如果有備份,也須是壓縮好的文件,整齊排序存放在某個文件夾中

黃岑通過遠(yuǎn)傳診斷西門子PLC設(shè)備故障的故事,總結(jié)了遠(yuǎn)程直接面對機(jī)器設(shè)備的調(diào)試診斷的步驟和經(jīng)驗和大家分享
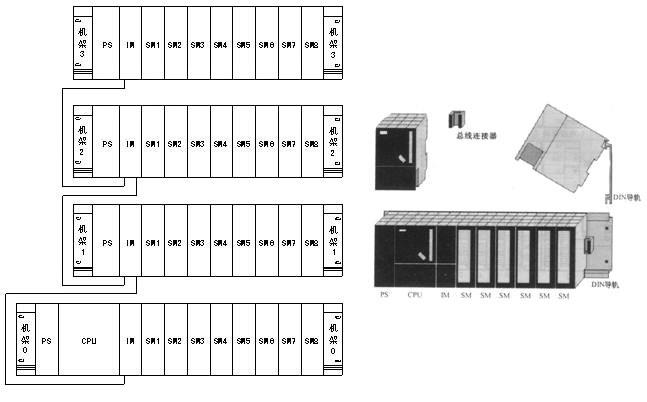
本文節(jié)選自廖常初編寫的西門子PLC經(jīng)典教材《S7-300/400 PLC應(yīng)用技術(shù)》,廖常初從S7-300 PLC的組成部件、系統(tǒng)結(jié)構(gòu)、I/O模塊地址的確定、模塊診斷與過程中斷等幾方面對西門子S7-300系列PLC作簡單介紹
本文節(jié)選自廖常初編寫的西門子PLC經(jīng)典教材《S7-300/400 PLC應(yīng)用技術(shù)》,廖常初從S7-200的基本結(jié)構(gòu)、CPU模塊、擴(kuò)展模塊、通訊能力和編程軟件幾方面對西門子S7-200系列PLC作簡單介紹?。

昌暉儀表對某藥廠西門子觸摸屏TP1200死機(jī)問題,對現(xiàn)場設(shè)備安裝、接地、屏蔽、電源、布線和軟件幾個方面重點(diǎn)進(jìn)行排查并解決故障問題,現(xiàn)圖文分享西門子觸摸屏TP1200死機(jī)問題技術(shù)分析全過程

通常已經(jīng)安裝好了西門子軟件的上位機(jī)電腦,是不允許修改計算機(jī)名的,本文實例介紹安裝好WINCC的電腦修改計算機(jī)名方法和步驟
本文使用工具Configuration Tool將合并兩個WINCC(WINCC版本:6.2S)項目的步驟和操作注意事項實例,意在拋磚引玉,讓大家掌握兩個WINCC項目合并的方法

WINCC的變量記錄中的壓縮歸檔處理的屬性有計算、復(fù)制和刪除三種屬性,工控技術(shù)人員做項目時應(yīng)選擇“計算”屬性,才能正常完成WINCC的變量記錄的壓縮歸檔處理

昌暉儀表分享用GHOST工具封裝已安裝好工業(yè)軟件的系統(tǒng)安裝盤的所需要的軟件工具和具體操作步驟,方便大家輕松完成工業(yè)電腦系統(tǒng)安裝

昌暉儀表分享使用CP341通信模塊做MODBUS SLAVE的參數(shù)設(shè)置方法和調(diào)試要點(diǎn),希望能幫助大家在CP341 MODBUS SLAVE調(diào)試過程中少走彎路,是實用干貨技術(shù)文章

本文介紹ET200SP和S7-1200(前提是S7-1200CPU版本要在V4.0以上)以太網(wǎng)連接的方法和步驟
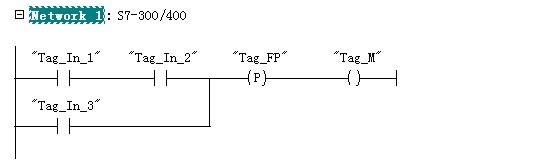
昌暉儀表在本文介紹西門子TIA Portal與STEP 7中邊沿指令的應(yīng)用區(qū)別
昌暉儀表以現(xiàn)場故障處理示例分析PN/PN COUPLER恢復(fù)通訊導(dǎo)致S7-300 CPU宕機(jī)原因,故障是因為PN/PN COUPLER沒有熱插拔功能所致

由于WINCC并未提供與S7-200直接通訊的驅(qū)動,SIEMENS提供了專用于S7-200的OPC軟件PC ACCESS,可以用于PC上位軟件與S7-200通訊時OPC協(xié)議做中間轉(zhuǎn)換,WINCC自然也可以使用

本文介紹WINCC建立OPC通訊通道,訪問本地WINCC項目自身的內(nèi)部變量的方法和步驟

PLC故障分為軟件故障和硬件故障,昌暉儀表結(jié)合PLC系統(tǒng)現(xiàn)場故障處理實例,分享PLC故障維修經(jīng)驗,本文是PLC高手速成秘籍

本文以西門子S7-1200 PLC遠(yuǎn)程診斷與控制為例,講述PLC遠(yuǎn)程診斷與PLC遠(yuǎn)程控制實現(xiàn)方法和步驟

PLC控制系統(tǒng)設(shè)計通常經(jīng)過系統(tǒng)控制設(shè)計與PLC選型、I/O賦值、設(shè)計控制原理圖、控制程序?qū)懭搿⒕庉嬚{(diào)試控制程序、監(jiān)視運(yùn)行情況、備份控制程序和運(yùn)行程序八個基本步驟

介紹PLC控制系統(tǒng)存貯器和PLC通信功能,提醒用戶在PLC控制系統(tǒng)選型時應(yīng)根據(jù)需要選用存儲器和PLC通信功能

西門子《S7-300和S7-400的梯形圖(LAD)編程》系列文章分別介紹位邏輯指令、比較指令、轉(zhuǎn)換指令、計數(shù)器指令、數(shù)據(jù)塊指令、邏輯控制指令、整形數(shù)學(xué)運(yùn)算指令、浮點(diǎn)型數(shù)學(xué)運(yùn)算指令、傳送指令、程序控制指令、移位和循環(huán)移位指令、狀態(tài)位指令、定時器指令、字邏輯指令、所有LAD指令…

《S7-300和S7-400的梯形圖(LAD)編程》分別介紹位邏輯指令、比較指令、轉(zhuǎn)換指令、計數(shù)器指令、數(shù)據(jù)塊指令、邏輯控制指令、整形數(shù)學(xué)運(yùn)算指令、浮點(diǎn)型數(shù)學(xué)運(yùn)算指令、傳送指令、程序控制指令、移位和循環(huán)移位指令、狀態(tài)位指令、定時器指令、字邏輯指令、所有LAD指令總覽、編程實例…

昌暉儀表通過PLC無線通信技術(shù)可對西門子、三菱、臺達(dá)、信捷、歐姆龍、海為、AB及各種MODBUS設(shè)備遠(yuǎn)程加密及設(shè)置操作權(quán)限,方便工控同行在催款中運(yùn)用